Slijpingen van messen: flat grinds, hollow grinds, convex grinds en scandi’s
Als het over de slijpingen van messen gaat denk je misschien meteen aan de scherpe snede. Logisch, want die wordt ook geslepen. Maar dat is niet waar we het nu over hebben. We gaan het nu namelijk hebben over wat ze in het Engels de ‘grind’ noemen.
Dat is namelijk de slijping die het lemmet dun genoeg maakt om te snijden. Je kunt je wellicht voorstellen dat een plak staal van 4 mm dik met alleen een scherp randje aan het uiteinde niet ver komt tijdens het snijden. Je moet het dan meer van een wig-werking hebben, dan van het daadwerkelijk doorsnijden van vezels. Dat is waarom een mes een ‘grind’ nodig heeft. Een slijping.
Hoe dun is hij achter de snede?
Over het algemeen geldt: hoe dunner het lemmet is uitgeslepen, hoe beter hij snijdt. Hierbij moeten we natuurlijk wel aantekenen dat een heel dunne snede ook kwetsbaar is. Daarom moet je per toepassing en per staalsoort goed kijken wat het mes aan moet kunnen. Een klassiek open scheermes is immers flinterdun en snijdt supergoed, maar zodra je begint met houtsnijden heb je geen mes meer over. Omgekeerd is een dik survivalmes fantastisch voor het kloven van hout, maar is het doorsnijden van een appel zonder hem te kloven nagenoeg onmogelijk.
In de praktijk heeft men het dan over ‘hoe dun een mes achter de snede is’. Daaruit kun je afleiden hoe goed hij zal snijden en hoe zwaar hij te belasten is.
De verschillende slijpingen van messen
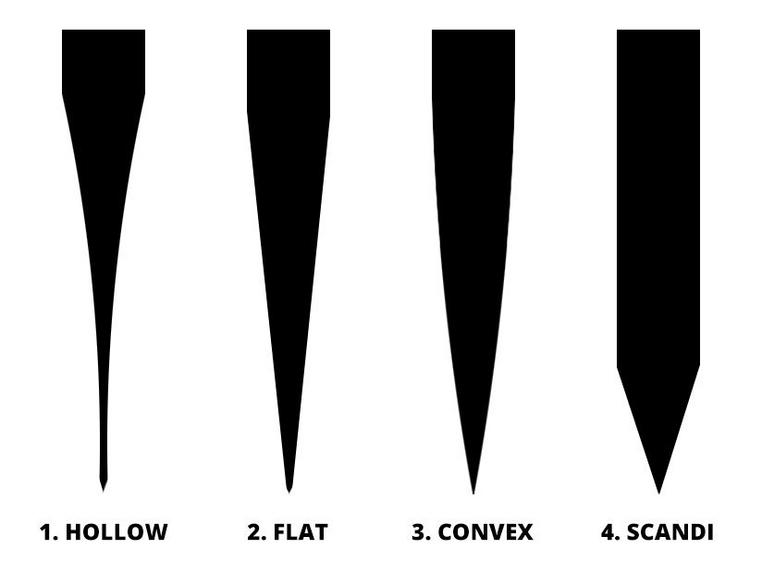
Die slijping kan op verschillende manieren uitgevoerd worden in de fabriek. Al die manieren hebben hun eigen specifieke kenmerken. We leggen je graag enkele van de meer voorkomende grinds uit.
Hollow grind
Zoals de naam al enigszins doet vermoeden is de hollow grind hol. We noemen hem in het Nederlands dan ook wel holgeslepen. Traditioneel gezien werd dit gedaan door het lemmet met de zijkant tegen een groot, draaiend slijpwiel te duwen. Door de ronding van de steen ontstond dan een kuil in het lemmet, die dan over de hele lengte werd uitgerekt.

Het voordeel van een hollow grind is dat de snede enorm dun gemaakt kan worden. Niet voor niets zijn bijna alle klassieke open scheermessen holgeslepen. Ook kun je de snede van een holgeslepen lemmet over het algemeen vaker naslijpen, zonder dat het mes echt dikker wordt achter de snede.
Een nadeel van een holslijping is dat de snede ook een stuk kwetsbaarder kan zijn. Juist doordat een holslijping vaak wat dunner achter de snede kan zijn loop je sneller het risico op breuk. Ook kun je er bij een dikker lemmet met holslijping tegenaan lopen dat de snede en het zeer dunne deel erachter gemakkelijk door bijvoorbeeld karton snijdt, maar dat de dikke rug van het lemmet dan ineens als blokkade tijdens het snijden optreedt.
Flat grind
Verreweg het meest zie je messen die vlakgeslepen zijn. Eén rechte, vlakke slijping van de snede naar boven. De slijping kan dan tot grofweg halverwege het lemmet lopen, een sabre grind, maar ook tot de rug. Dan spreken we over een full flat grind. Vrijwel alle normale keukenmessen zijn zo geslepen.

De flat grind heeft enkele voordelen. Zo ziet het er lekker strak uit, is het voor de fabrikant relatief eenvoudig te produceren en is het lekker sterk.
Het nadeel van een vlakslijping is dat hij vaak relatief gezien net iets dikker achter de snede is. Ook kun je vergeleken met een holslijping het mes minder vaak slijpen voor hij echt dikker wordt achter de snede. Al blijft dat natuurlijk relatief: je hebt het dan over honderden slijpbeurten.
Convex grind
Een slijping die regelmatig vragen oproept is de convex grind. In plaats van hol staat deze slijping juist bol. Dit doet men door het lemmet op een vrije slijpband te slijpen. Apart aan een convex-slijping is dat er geen secundaire snede meer aanwezig is, maar dat de slijping in één keer naar de snijrand doorloopt.

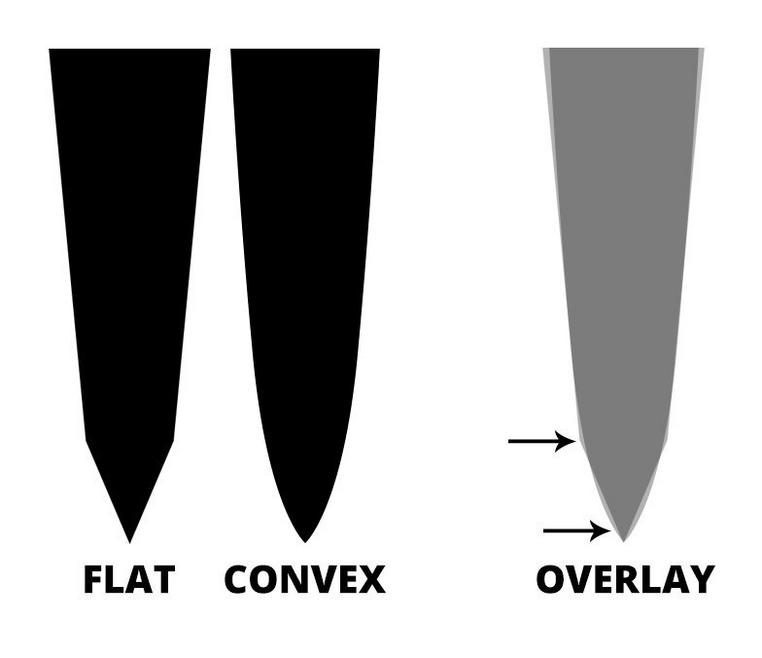
Een convex slijping heeft enkele belangrijke voordelen. Mits juist uitgevoerd kan een convex geslepen mes een sterkere sterkere snede hebben, en toch soepeler snijden. Je mist namelijk de hoekige schouder van de snede. Lastig uit te leggen, daarom hebben we de afbeelding hierboven gemaakt.
Je ziet dat de flat grind aan de rand van de snede een hoek heeft zitten. Dit is de overgang van de primaire slijping of bevel, naar de snede. Tegelijk zie je dat direct achter de convex slijping direct achter de snede ietsjes dikker is. Een erg goede combinatie tussen sterkte en betere snijprestaties dus. Vooral bij het feathersticken, een echte bushcrafttechniek, merk je het voordeel van een convex snede.
Nadelen zijn er ook. Zo is het lastig een goede convex snede consistent fabrieksmatig door te voeren. Hierdoor zijn goed uitgeslepen convex messen vaak prijzig omdat er veel handwerk bij komt kijken. Ook vinden veel mensen het lastig een convex snede goed te slijpen. Stroppen lukt vaak wel, maar een nieuwe snede op slijpstenen blijft een drempel waar veel mensen tegenaan hikken. Al weten wij dat het met wat oefening prima gaat.
Scandi grind
De scandi grind komt, zoals de naam doet vermoeden, uit Scandinavië. Daar is de scandi op outdoormessen, jachtmessen en bushcraftmessen al tijdenlang de standaard. Het is in feite één grote secundaire snede, zonder verdere tierelantijnen.

Handig aan een scandi is dat je hem makkelijk slijpt en dat hij makkelijk te produceren is. Ook is een scandi erg fijn voor houtbewerking. Doordat het lemmet relatief dik gelaten wordt is hij erg sterk en kan hij tegen een stootje.
Een scandi kan ook tegen je werken wanneer de snede te kwetsbaar wordt uitgeslepen. Ook zie je door de grote, brede snede alles wat je tijdens het slijpen doet. Maak je een slijpfout of werk je hem net niet mooi genoeg af? Dan zie je dat meteen op die brede snede. En maak je eens een foutje waardoor je de snede laat chippen (uitbreken)? Dan moet je behoorlijk wat materiaal wegslijpen om die fout te corrigeren.
Slijping & staalsoort: een gelukkig huwelijk
Voor ieder mes geldt dat er voor de toepassing een passende staalsoort gekozen moet worden. Slijp je een mes enorm dun uit zodat hij fantastisch snijdt? Dan moet daar een degelijke, harde staalsoort bij gekozen worden. Moet dat mes tegen een stootje kunnen? Dan moet het staal juist niet zo hard zijn dat het bij belasting direct breekt. Het kan dan beter verbuigen. De balans hiertussen moet heel goed uitgekiend zijn om een mes optimaal te laten presteren.
Zegt het type slijping iets over de kwaliteit?
Het is absoluut niet zo dat een bepaalde slijping altijd beter is dan een ander. Op zijn best kun je zeggen dat een bepaalde slijping beter is voor een bepaalde toepassing. Zo vinden wij scandi en convex uitermate geschikt voor houtbewerking en bushcraft. Tegelijk hebben vlakslijpingen de voorkeur voor keukentaken. Holslijpingen kunnen echt bloedmooi zijn en van enorm veel vakkundigheid in de productie getuigen. Erg mooi op een EDC-mes of herenmes. Tegelijk zijn voor alle varianten weer voorbeelden te vinden die hun nut in een andere categorie bewijzen. Het type slijping zegt dus niet zo veel over de kwaliteit van het mes. De kwaliteit van de slijping wel.
?%24center=center&%24poi=poi&%24product-image%24=&fmt=auto&h=500&poi=%7B%24this.metadata.pointOfInterest.x%7D%2C%7B%24this.metadata.pointOfInterest.y%7D%2C%7B%24this.metadata.pointOfInterest.w%7D%2C%7B%24this.metadata.pointOfInterest.h%7D&scaleFit=%7B%28%24this.metadata.pointOfInterest%29%3F%24poi%3A%24center%7D&sm=c&w=1208)






